輥壓機輥套疲勞剝落機理分析
0 前言
輥壓機是水泥廠普遍采用的預粉磨系統,它由兩個速度相同,作相對運動的輥子所組成。物料由上部喂入輥間的縫隙內,在雙輥間受到擠壓(擠壓力一般認為可達300MPa),所以輥壓機主要以擠壓破碎為主,起預破碎和預磨損的作用,其磨損屬于高應力三體磨粒磨損,其工作原理如圖1所示。輥壓機的耐磨性主要是依靠條紋層來保證的。
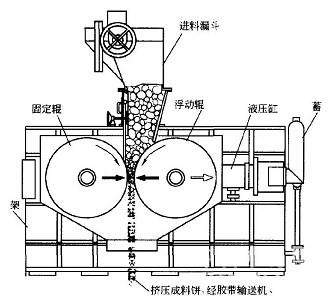
圖 1 輥壓機工作原理
對于立磨、輥壓機等耐磨堆焊工件尤其是輥壓機在使用過程中經常會出現表面剝落掉塊的情況,深度和面積不定,這都屬于疲勞破壞的范疇。疲勞破壞是由于在零部件的局部高應力區,較弱的晶粒在變應力的作用下形成微裂紋,然后發展成宏觀裂紋,裂紋繼續擴展最終導致疲勞破壞。所以輥面除了保證耐磨以外,也要考慮抗疲勞剝落能力,因此輥壓機輥面的材料必須有良好的塑韌性。
1 輥套疲勞失效分析
目前已知的材料疲勞極限得出了一個經驗公式:
σ-1=0.5σb————————————(1-1)
σ-1——材料的疲勞極限
σb——抗拉強度極限
輥壓機在正常使用情況下,其輥面所受到的擠壓力范圍是50-300MPa,一般情況下應該在200MPa左右,顯然這個工作壓力遠低于輥壓機常用的母體材料42CrMo鋼(σb=1080MPa,σ-1≈540MPa)的疲勞極限,而輥壓機的表面堆焊材料的疲勞極限更是遠高于這個數值,以這個標準推論,輥壓機只會發生磨損,不會發生疲勞剝落。而實際情況往往是在距輥面20-30mm的位置發生疲勞剝落。這一方面是條紋層的裂紋向下延伸,到達最大剪切應力的深度,而疲勞,另一方面就是在輥壓機運行過程中出現意外情況而引起輥面壓力在某處某時超過了材料的強度極限或在相當長的時間內超過了疲勞極限而使材料在最大剪切深度處產生了微裂紋。
輥壓機的疲勞剝落是由循環變應力、拉應力、和塑性應變同時作用而造成的。循環變應力使裂紋形成,拉應力使裂紋擴展,塑性應變影響整個疲勞過程。如三者缺一,則疲勞不可能形成及擴展。
圖2描繪了輥壓機固定輥與活動輥以及之間物料的三體磨損系統。
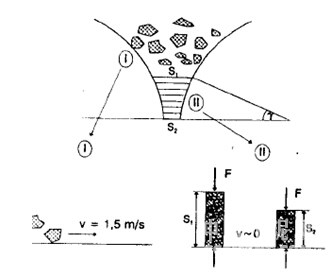
圖 2 輥壓機三體磨損系統
位于兩輥間隙中的物料的流動,形成了具有不同磨損機制的兩個系統,如圖中的區域I(滿料密實階段)和區域II(層壓粉碎階段和結團排料階段)。區域I內的輥面受到物料的低應力磨粒磨損,而區域Ⅱ內的輥面同時受到物料的擠壓和磨損,屬于高應力磨粒磨損。在區域Ⅱ內,輥面由于磨損失效或由于擠壓剝落而失效,兩者哪一個處于主導地位,主要取決于輥面承受物料的磨損能力和輥體承受周期性變化的擠壓力即抗疲勞的能力。
周期性變化的擠壓力,使輥面發生了彈性變形,甚至塑性變形。在輥面下一定深度產生最大剪切應力,在該剪切應力的作用下,若輥體的疲勞強度低于疲勞剪切應力的最大值,則疲勞剪切應力最大值所處位置會產生疲勞裂紋,在疲勞剪切應力不斷作用下,新產生的裂紋或在堆焊輥面過程中產生的原有裂紋不斷擴展、增大,導致輥面的局部剝落,甚至大范圍剝落,最終因擠壓、磨損,輥面破壞嚴重而無法正常使用。
2 輥壓機最大剪切應力深度分析
對剪切應力最大值所處位置的探討是有必要的。確定了位置即深度,可以在此處提高輥材或堆焊層的疲勞強度,就提高了擠壓輥的抗疲勞剝落的壽命。按純彈性理論推算的數據——最大疲勞剪切應力距離輥面的深度,應該是物料與輥面接觸的面積上輥面弧長的一半的0.786倍。
接觸輥面輥面弧長L= Dπ×(γ÷3600) ————————(1-2)
D——輥壓機直徑
γ——咬入角
按照這個方法可以大概估算疲勞深度,但誤差非常大,實際理論疲勞深度遠小于此值。輥壓對咬入角的積分計算,0.786b約為5.2mm。綜上如果考慮到安全系數和數學模型的誤差的話,那么,輥壓機的最大剪切應力的深度是在10mm~15mm左右,正好是過渡層的深度,這可能也就是輥壓機堆焊層設計的理論依據之一。
3結論:
通過理論分析,輥壓機的理論疲勞深度約為10~15mm。
1、輥徑與疲勞深度成正比,輥徑越大,其可能發生疲勞的深度越大;
2、咬入角與疲勞深度成正比,咬入角越大,可能發生疲勞的深度越大。咬入角γ的大小取決于物料的種類、粒度、形態及兩輥的間隙、輥壓、輥面狀態(條紋形狀)、輥徑及轉速等因素。影響最大的顯然是輥縫間隙和輥壓,輥縫間隙越小,輥壓越大,都會使得咬入角變大,使得疲勞深度變深;
3控制合適輥縫,顯然原始輥縫越小,物料的通過量也就越小,為了達到較高的產量就必須提高料倉的壓力,將輥縫撐開強行增大通過量,這時,料柱升高,咬入角γ加大,同時輥縫間隙內的料餅密度增加,最小輥縫處的壓力值也急劇升高,這些都會造成輥面壓力更接近疲勞強度,并且與最大剪切應力的深度成正比,對保證疲勞壽命不利。
另外金屬異物的密度和硬度遠大于水泥熟料,因此進入金屬異物會造成輥壓的突然升高,甚至直接產生微裂紋,因此喂人輥壓機的物料應盡可能地除鐵徹底。系統中除了在進料皮帶上設置除鐵器外,還有必要在選粉機的喂料皮帶上設置金屬探測儀。而且在生產過程中,應確保金屬探測儀與氣動三通閥連鎖暢通,反應快捷,以便及時排除物料中混雜的金屬異物,避免金屬異物在輥壓機與V型選粉機組成的閉路系統中不斷循環而反復損傷輥面。
總之,要保證輥壓機在穩定、規范的操作規程內運行,才能夠確保輥壓機的疲勞壽命,最大的發揮效能。
編輯:陳宗勤
監督:0571-85871667
投稿:news@ccement.com






