輥壓機聯合粉磨系統的操作控制
摘要:該公司二線水泥粉磨系統采用TRP1400×1400輥壓機聯合粉磨系統。公司通過對該系統的優化操作及技術改造,系統運行穩定,生產P· O42.5水泥臺時產量達到165 t/h以上,噸水泥電耗為36 kWh/t,充分發揮出了輥壓機聯合粉磨系統的節能降耗和提高系統產量的優勢。
天津振興水泥有限公司二線水泥粉磨系統采用TRP1400×1400輥壓機聯合粉磨系統。該系統于2004年5月建成,幾年的生產實踐證明該系統年運轉率可達80%以上,月最高運轉率達96%以上。本文僅就該系統的生產經驗進行介紹。
1 工藝流程
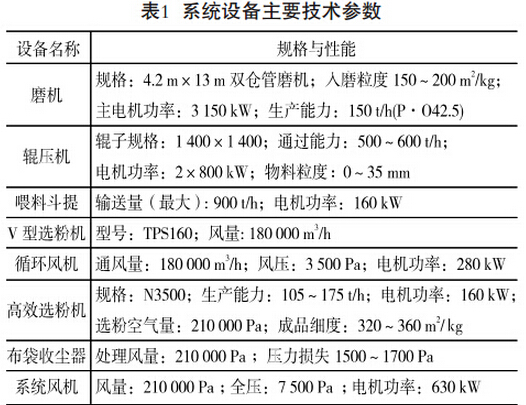
物料經皮帶秤由混料皮帶輸送至喂料斗提,經1.4 m皮帶進入穩料承重倉內,物料從小倉底部卸出以料柱形式進入輥壓機,被輥壓過的料餅經喂料斗提進入V型選粉機打散分選,經循環風機風選后(實際生產過程中根據磨機能力通過循環風機閥門來控制入磨物料量)的細顆粒被六筒旋風收塵器收集,粗料落入稱重倉重新喂入輥壓機循環輥壓,使物料得到擠壓破碎再與新物料一起入斗式提升機進入V型選粉機分選,細顆粒入磨,粗顆粒再次被擠壓破碎,周而復始;出V型選粉機的細顆粒被六筒旋風收塵器收集,通過下料溜子入磨粉磨,物料通過出磨斗提進入O-sepa選粉機分選,成品經布袋收塵器收集入庫,粗顆粒經回粉皮帶入磨繼續粉磨。表1是該系統設備的相關參數。
2 參數控制與運行調整
2.1 物料粒度的控制
輥壓機對物料的粒度要求比較嚴格,粒度過大或過小都會影響系統的正常運轉。如果物料細粉較多,則物料通過輥壓機速度就快,形不成足夠的料餅,物料受到的壓力小,導致輥壓后的物料成品率低,影響臺產;物料粒度過大時容易造成輥壓機產生振動或跳停,因此在正常生產過程中要注意保持熟料倉的料位,避免因物料離析形成的物料顆粒變化對生產產生影響。
2.2 研磨體級配的調整
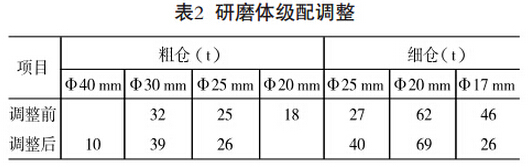
由于物料經輥壓破碎后,入磨物料的粒度(比表面積)已經達到160~200 m2/kg,達到了不帶輥壓機的閉路粉磨系統的粉磨能力,因此磨內研磨體級配要進行合理優化。最初按設計給定的級配進行生產,出磨水泥細度在0.1%~0.2%之間(0.08 mm方孔篩),現場取樣做循環負荷測定,過粉磨現象嚴重。2008年利用大修機會對級配重新進行調整(表2),調整后出磨水泥細度在0.7%~1.0%之間,磨機產量明顯提高。
2.3 喂料裝置對擠壓效果的影響
2.3.1 穩流稱重倉的控制
輥壓機上方稱重倉的作用是調整進稱重倉的綜合料流量,起穩流作用,從而實現對穩流稱重倉的動態控制,避免因稱重倉料位的波動而影響輥壓機的正常運轉,造成輥壓后料餅質量的較大波動。合理地控制倉位能夠保證輥壓機處于過飽和喂料要求,且使物料顆粒級配更加合理。如果倉位過低,輥壓機上方不能形成穩定的料柱,使稱重倉失去靠物料重力強制喂料的功能,容易出現偏輥現象,從而引起輥壓機的振動;另外,倉位過低,物料會直接沖擊稱重倉,容易造成揚塵現象,影響輥壓機周邊的環境。根據經驗,我公司將稱重倉料位在正常運轉時控制在70%~80%,但在每次喂料前是先將稱重倉灌滿再開插板。喂料初期輥壓機通過料量大,容易造成空倉現象,從而導致現場冒灰,也使稱重倉失去了穩料的作用,對操作影響較大,對此我們在操作上要求在打開稱重倉下插板前將喂料系統開啟,將稱重倉灌滿后,再打開插板,同時給定喂料量,逐漸加大喂料量,讓新喂的物料壓住稱重倉,從而保證稱重倉料位的穩定。
2.3.2 輥壓機斜插板的調整控制
輥壓機斜插板位置不當,會造成輥壓機入口內料柱壓力過大或過小,對形成穩定料床有較大影響。位置過高,料柱壓力大,入輥壓機物料多,輥縫大,物料會沖過輥壓機或形成過厚料餅,增大下道工序負荷,擠壓效果變差,成品含量低;位置過低,料柱壓力小,入輥壓機物料少,難以形成穩定厚實的料床,產量降低,嚴重時還可能造成設備振動無法運行。我公司在調整插板位置處安裝了一套刻度盤,使調整更具有指導性,通過反復調整觀察,輥縫控制在25 mm~33 mm,效果良好。
2.3.3 輥壓機側擋板的調整
輥壓機所固有的“邊緣效應”使側擋板的作用至關重要。在生產過程中,如果調整定位不當,會造成輥壓機循環量加大,輥壓機喂料斗提負荷增加。我單位在輥壓機拆檢后,未能按照要求恢復,使側擋板與輥子端面的間隙達到了30 mm左右,喂料斗提電流偏高,從而影響磨機產量,嚴重時造成斗提減速機損壞。為了解決斗提電流高這一問題,我們利用定檢機會對輥壓機進行了檢查,發現側擋板的確存在問題,隨后將其與輥子端面的間隙調整為5 mm,其余項目檢查未發現異常。定檢完畢后開車,喂料斗提電流由原先300 A降至220 A左右 (同等喂料量),磨機臺產明顯提高 (從150 t/h提高至175 t/h)。
在正常生產時和定檢過程中,要加強對側擋板的壓緊螺栓進行檢查緊固,并密切觀察側擋板的磨損情況。
2.4 輥壓機壓力控制
輥壓機的擠壓力是輥壓機安全穩定運行的重要參數,壓力值的大小決定了物料的擠壓效果,直接影響通過輥壓后料餅中成品的含量,其關系到粉磨系統的產量。壓力小則顆粒間空隙大,達不到物料破碎所需要的壓力,也形不成致密料餅,影響料床粉碎能力。輥壓機液壓系統加壓的壓力值與輥縫密切相關,當輥縫大于正常設定值,液壓系統自動加壓,將輥縫恢復為正常值;當輥縫達到最大設定值時,液壓系統自動卸壓以保護輥壓機輥面。在正常生產中我公司將輥壓機工作壓力值設定為10~10.5 MPa,輥壓機運行電流為65~75 A。在輥面磨損嚴重時將輥壓機工作壓力值設定為10.5~11.0 MPa,輥壓機運行電流為45~65 A。在輥面磨損較大的情況下,我們將輥壓機兩輥間的防撞塊進行更換,減小由于輥面磨損造成的原始輥縫變大的問題。通過以上的措施,能夠較好地保證輥壓機的擠壓能力。
[Page]
3 系統技術改造
3.1 V型選粉機的技術改造
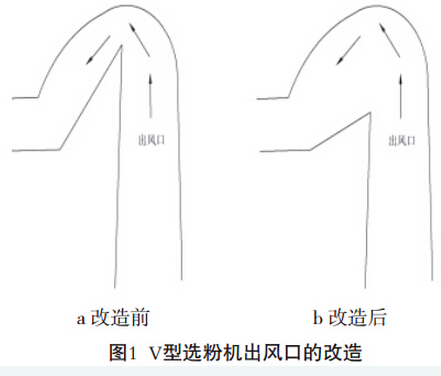
(1)V型選粉機出風口彎度過大,導致阻力大而影響通風效果,同時造成旋風收塵器風道內積灰嚴重(如圖1-a所示),針對這種情況,我們將出風口管道下部進行改造(如圖1-b所示),割除后重新制作風道殼體,降低弧度,進行平緩過渡,這樣既降低了系統阻力,也緩解了風道內的積灰問題。
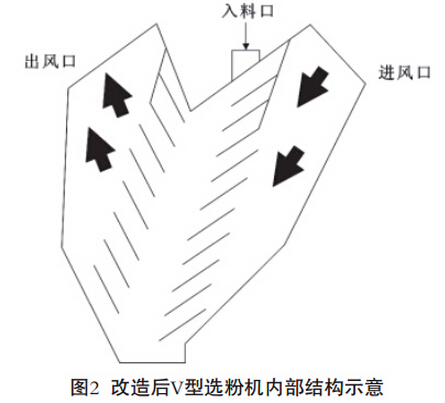
(2)考慮到物料落到V型選粉機中的階梯式導料板上,由上而下的分散效果逐步提高,于是我們將V型選粉機進風口處上部的3塊導流板間隙和出風口處上部的2塊導流板封死(如圖2所示),這樣既提高了局部風速,又避免了風的短路,強制性地使風從物料分散較好的下部通過,提高了選粉效率。在滿足磨機粉磨能力的前提下,未改造前循環風機電流為27~30 A左右,循環風機閥門開度80%~100%,循環風機的噸水泥電耗2008年平均為1.492 kWh/t、2009年1月~7月平均為1.4815 kWh/t;改造后循環風機電流為20~23 A左右,閥門開度40%~55%,循環風機的噸水泥電耗2009年8月~12月平均為1.351 kWh/t,10年平均為1.179 kWh/t。同時循環風機的閥門調節范圍得到提高,為磨機提產提供了條件,并且循環風機磨損情況也明顯降低。
3.2 O-sepa選粉機的技術改造
3.2.1 存在的問題
選粉機選粉效率低、循環負荷高,選粉機內部風道內積灰嚴重。
原因分析:造成選粉機選粉效率低的主要原因是入選粉機的一、二次風量不足,造成單位體積氣體含塵量過高,有效的風量不能帶動過多的水泥顆粒,在轉子與導流葉片的分級區內不能形成穩定氣流,所以在一次風管道內積灰嚴重;風道內積灰后通風面積減小,使得單位體積含塵量進一步加大,造成導向葉片間隙積灰,從而使選粉機的選粉效果大幅度降低。
3.2.2 措施
在O-sepa選粉機的一次風進風閥門北側開了一個1800 mm×300 mm的補風口,并且將一次風閥閥芯拆除,用以補充選粉機通風量,提高選粉效率,這樣既可給選粉機補充風量又可適當減小磨內風量,降低物料流速,并對中控室操作方法進行對應調整。
3.2.3 效果
通過停磨檢查,選粉機風道內的積灰問題得到了徹底解決,選粉效率由原先35%提高到45%以上,效果比較明顯。
3.3 混料皮帶下料溜子結皮堵料的技術改造
原因:由于使用脫硫石膏及礦渣,水分較大,尤其雨季含水量更大,流動性差,粘結在溜子底部
及側壁,長時間不清理就凝結成硬塊,堵塞溜子,影響正常喂料。
處理措施:(1)安裝兩臺空氣炮,利用程序自動控制對溜子內壁進行定時清理;⑵在溜子底部
安裝一套振動裝置,利用程序控制設定時間定期進行振動清理。
效果:通過改造,基本能夠較好地解決溜子下料的問題,保證了系統的正常喂料。
4 結束語
筆者公司通過對該系統的優化操作及技術改造,系統運行穩定,生產P· O42.5水泥臺時產量達到165 t/h以上,噸水泥電耗為36 kWh/t,充分發揮出了輥壓機聯合粉磨系統的節能降耗和提高系統產量的優勢。
編輯:王欣欣
監督:0571-85871513
投稿:news@ccement.com






