廢舊混凝土制備透水磚工藝的研究
|
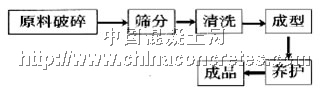
摘要: 通過對廢舊混凝土透水磚制備工藝中原料清洗工藝、攪拌工藝、成型工藝、養護工藝等的研究, 得出其與透水磚強度、透水系數的關系, 從而確定清洗, 攪拌工藝, 得到最佳的成型壓力、保壓時間以及養護手段。 關鍵詞: 廢舊混凝土; 透水磚; 工藝 1 前言 建筑物拆除過程中產生的大量的廢混凝土, 構成了建筑垃圾的主要組成部分。如果將它們回收利用于生產, 既可減少建筑垃圾、減輕環境污染, 又可節省天然砂石的開采, 將產生顯著的社會效益和經濟效益[1~3]。 利用廢舊的混凝土作為主要原料研制透水磚,用于城市廣場和城市道路的鋪設, 不僅能防止雨水匯集, 保持交通暢通, 有效解決城市“熱島效應”[4] ,吸塵、吸聲、降低噪音, 還可以美化環境, 變廢為寶, 節約自然資源[5] , 因此, 利用廢舊混凝土研制透水磚具有重要的意義。 2 制備工藝 利用廢舊混凝土制備透水磚的工藝為:
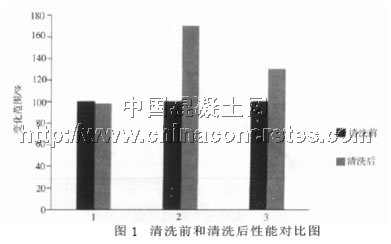
3 制備工藝的影響因素 用廢舊混凝土制備透水磚主要的影響因素包括: 原料清洗工藝、攪拌工藝、成型工藝, 養護工藝等。 3.1 原料清洗工藝 在混凝土塊的破碎過程中, 產生很多微細粉末, 包裹在破碎完的碎塊上。這種微細粉末組成比較復雜, 主要包括砂灰、粉塵、以及建筑垃圾拆卸現場粘附的土末及其他雜物, 在成型的過程中影響水泥和骨料的結合界面, 另外, 由于這些粉塵以細骨料的形式進入透水磚, 嚴重影響透水磚透水性能。經過清洗處理和未經清洗處理的對比試驗結果見圖1 所示, 圖中1、2、3 分別代表抗壓強度、透水系數、抗折強度。
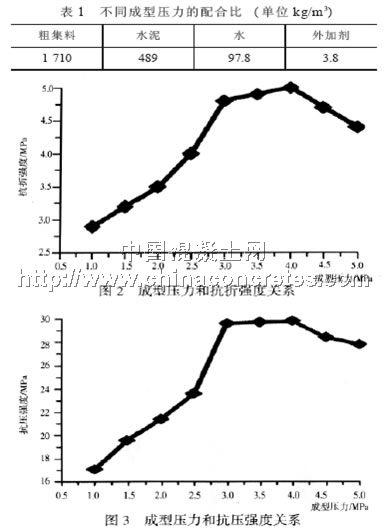
3.2 攪拌工藝 為了使透水磚的外形美觀、顏色鮮艷, 達到美化環境的效果, 將建筑垃圾透水磚分為兩層制備:基層和面層。面層采用顏料制成彩色混凝土。建筑垃圾透水磚制料的攪拌關鍵在投料順序和攪拌時間。對其基層, 首先將膠結材料與集料混拌40s, 再加水及減水劑混拌; 對于面層, 先將顏料與膠結材料混合拌勻, 再與集料混拌40s, 然后加入水及減水劑辦和均勻。最后將拌和好的兩種混合料裝模, 按先基層, 再面層的順序裝填。 3.3 成型工藝 普通混凝土采用振動成型, 其目的是使混凝土盡可能密實, 從而增加強度和提高耐久性。而透水磚因為需要透水這一特性導致其成型工藝與普通的混凝土有所不同, 經過試驗研究和查閱文獻, 對透水磚采用靜壓成型工藝。 采用靜壓成型時, 最主要的影響參數是成型壓力和保壓時間。成型壓力的大小對透水磚的強度和透水系數有著十分重要的影響。表1 是不同成型壓力研究透水磚的配合比。
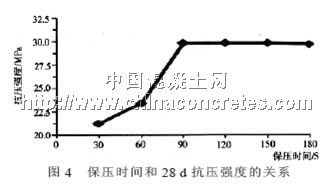
從圖2 和圖3 可以看出, 隨著成型壓力的增大, 透水磚的抗壓強度在4 MPa 時達到最大, 然后隨著壓力的增大, 強度有所下降; 其抗折強度也是在3~4 MPa 時達到最大。出現這種現象的主要原因是: 在設計配合比時考慮的是有效孔隙率, 即自上而下的連通孔隙, 孔隙率和成型壓力的變化趨勢剛好相反, 在成型壓力為3~4 MPa 時, 孔隙率達到設計要求, 當小于3 MPa 時, 孔隙率不能達到設計要求, 透水磚內部孔隙多, 集料接觸點少,強度偏低; 大于4 MPa 時, 雖然孔隙率達到了設計要求, 但由于成型壓力過大, 內部缺陷增多, 部分集料被壓碎, 從而導致其強度降低, 透水性能也相應降低[6]。 透水磚保壓時間的長短對其初期強度有很大影響。如果保壓的時間過短, 被壓縮的空氣不能及時排出, 在透水磚內部產生膨脹, 容易破壞顆粒間漿體粘結力和顆粒的機械嚙合力, 磚體易產生表面裂痕和掉角現象。圖為透水磚配合比同表1, 試件尺寸200mm×100mm×60 mm, 成型壓力為4 MPa, 采用蒸汽養護時保壓時間對28 d 抗壓強度的影響。從圖4 可以看出對于相同配比, 相同壓力的透水磚, 隨著保壓時間的延長, 其強度增大, 但也不是一直增大, 達到90s 后, 其強度基本保持在一定值。
3.4 養護方法 養護的目的是為了保證透水磚凝結硬化得以正常進行, 使透水磚獲得所需要的物理力學性質和耐久性。
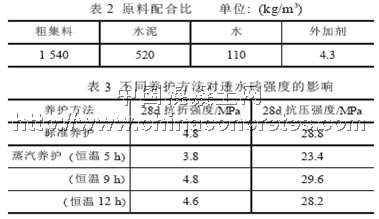
本研究采用標準養護和蒸汽養護, 試件采用靜壓成型, 試件尺寸200mm×100mm×60 mm, 原材料配合比如表2 所列, 成型壓力為4 MPa, 保壓時間90S。表3 是兩種養護方法對透水磚強度的影響。 從表3 可知, 蒸汽養護的試件比標準養護的強度略高, 最佳的恒溫時間是8 h。其原因是恒溫階段是透水磚發生水化和水熱反應的過程, 為強度增大的主要階段, 隨著恒溫時間的延長, 水化產物增多, 強度增大, 但達到一定時間后, 強度增大趨于穩定, 因此會有一個最佳恒溫時間。 4 結論 通過對以上制備工藝的研究, 確定利用混凝乳制備透水磚的最佳工藝為: ( 1) 對原料進行清洗;( 2) 采用靜壓成型, 成型壓力為4MPa, 保壓時間90s; ( 3) 采用蒸汽養護蒸養制度為升溫3 h, 恒溫時間為9 h, 降溫4 h, 恒溫溫度為800co。 參考文獻: [ 1] 陳道普.廢棄混凝土的再生利用— 再生混凝土[ J].河南建材,2003,(2): 20~22 [ 2] 李松玲, 杜惠芳.再生混凝土的技術特點及應用的可行性探討[ J] .焦作工業學院學報,2O01,(4): 312~313 |
| 原作者: 左富云, 孫可偉 |
(中國混凝土與水泥制品網 轉載請注明出處)
編輯:
監督:0571-85871513
投稿:news@ccement.com





